Hur utföra industriell lasermätning: guide för tekniker
- 26 maj
- 8 min läsning

TL;DR:
Felaktiga mätningar kostar mer än försenade leveranser och kan skada förtroendet hos kunderna. Att förstå rätt metod för industriell lasermätning är avgörande för produktionsprecision och kvalitetssäkring.
Felaktig mätning kostar mer än försenade leveranser. Den kostar omarbetning, kasserade komponenter och förlorat förtroende hos kunder. Att förstå hur utföra industriell lasermätning på rätt sätt är skillnaden mellan en produktionslinje som håller toleranserna och en som inte gör det. Den här guiden ger dig ett systematiskt tillvägagångssätt, från kravspecifikation till integration i produktionsflödet, med konkreta steg anpassade för dig som jobbar med kvalitetskontroll och mätning i industrin.
Innehållsförteckning
Viktiga lärdomar
Punkt | Detaljer |
Kravspecifikation avgör allt | Definiera tekniska parametrar kvantifierbart innan du väljer utrustning, annars riskerar du felaktiga inköp. |
Välj laser efter material | Fiberlaser, grönlaser och UV-laser har olika egenskaper som passar olika ytor och toleranskrav. |
Kalibrera innan varje mätning | Regelbunden kalibrering och kontroll av miljöförhållanden är grunden för pålitliga mätresultat. |
Integrera data i realtid | Koppla mätsystemet till PLC och HMI för att fatta snabba produktionsbeslut baserade på faktisk data. |
Undvik marknadsföringsfällor | Separera leverantörers datablad från verkliga prestandaspecifikationer i ditt kravdokument. |
Planera lasermätning: krav och förberedelser
Innan du tar fram ett enda mätinstrument behöver du veta exakt vad du ska mäta, under vilka förhållanden och med vilken tolerans. Det låter självklart, men brister i kravspecifikation är den vanligaste orsaken till misslyckade lasersystemprojekt i industrin.
Fyra steg för en solid kravspecifikation
En beprövad metod delar upp planeringsarbetet i fyra faser. Det första steget handlar om att kartlägga applikationen: Vad ska mätas? Vilka dimensioner, ytor och positioner är relevanta? Det andra steget är teknisk mappning, där du översätter applikationsbehoven till lasersystemets tekniska språk, det vill säga parametrar som våglängd, M²-faktor och medeleffekt.
I det tredje steget skapar du ett formellt kravdokument, ett PRD (Product Requirements Document), med kvantifierbara tekniska parametrar snarare än vaga beskrivningar. Vaga formuleringar som “hög precision” skapar tolkningsutrymme som kan leda till konflikter med leverantörer. Det fjärde och sista steget är valideringstestning, där du verifierar att systemet uppfyller kraven under faktiska driftförhållanden.
Tekniska parametrar att specificera i förväg
Innan mätningen påbörjas behöver följande parametrar vara dokumenterade och godkända:
Våglängd: Påverkar hur lasern interagerar med materialytan
M²-faktor: Beskriver strålkvaliteten och fokuserbarheten
Medeleffekt och pulsenergi: Viktigt för att undvika överhettning och materialskador
Mätområde och upplösning: Definiera minsta och största mätavstånd samt krav på punktupplösning
Miljökrav: Temperaturintervall, dammskydd (IP-klass), vibrationer och belysningsförhållanden
Gränssnittsstandard: Profinet, Ethernet/IP eller annan standard för systemintegration
Proffstips: Dokumentera alltid de faktiska miljöförhållandena i produktionshallen, inte laboratorieförhållanden. Temperaturvariationer, vibrationer från maskiner och omgivningsljus påverkar mätresultaten på sätt som inte syns i leverantörens specifikationsblad.
Industriella laseravståndsmätare klarar i dag avstånd upp till 3 km med noggrannhet på ±1 mm. Det innebär att verktygen tekniskt sett räcker för de flesta tillverkningsapplikationer. Utmaningen är inte utrustningen utan att matcha rätt utrustning mot rätt krav.
Steg-för-steg: utföra industriell lasermätning
Med kravspecifikationen klar är det dags att sätta upp och genomföra mätningen. Den här fasen kräver noggrannhet i varje moment. Ett steg som hoppas över tidigt skapar fel som är svåra att spåra i efterhand.
Förberedelse och uppstart
Välj rätt lasersensor och programvara utifrån ditt kravdokument. Kontrollera att sensorn matchar det mätavstånd och den upplösning du specificerat. Moderna industriella laserskannrar kan erbjuda punktupplösning ner till 6 µm och z-axel-linjäritet under 0,8 µm, vilket täcker de flesta precisionskrav i tillverkningsindustrin.
Montera och justera instrumentet på ett stabilt underlag. Vibrationer är en av de vanligaste källorna till mätfel. Använd dämpande montagelösningar om maskinnära mätning krävs.
Kalibrera mot en känd referens innan första mätpunkten tas. Självnivellerande instrument är standardutrustning i moderna lasersystem och förenklar detta steg avsevärt.
Kontrollera omgivningsförhållandena på nytt. Starka ljuskällor, reflekterande ytor eller temperaturförändringar sedan kravdokumentet skrevs kan kräva justeringar.
Genomför en provmätning på ett referensobjekt med kända dimensioner för att verifiera att systemet mäter korrekt innan produktionskomponenter kontrolleras.
Genomförande och datainhämtning
När uppstarten är klar genomförs själva mätningen enligt ett definierat processflöde. Börja alltid med en fast mätbana som täcker alla kritiska punkter i rätt ordning. Ad hoc-mätning utan en fastlagd rutt leder till att mätpunkter missas eller dubbelregistreras.
Lasersensorn genererar data som antingen behandlas direkt i sensorhuvudet eller skickas vidare till ett externt system. Många moderna sensorer utför full 3D-databehandling i sensorhuvudet och kommunicerar med PLC via Industrial Ethernet. Det minskar latenstiden och möjliggör realtidsbeslut direkt i produktionen.

Använd alltid ett datainsamlingssystem som loggar tidsstämplar och sensorstatus parallellt med mätvärdena. Det gör det möjligt att i efterhand spåra avvikelser till specifika tidpunkter i produktionscykeln.
Proffstips: Spara alltid rådata från mätningen innan du bearbetar den vidare. Punktmoln och råmätfiler innehåller mer information än de sammanfattande rapporterna, och du kan behöva gå tillbaka till originaldata om ett problem uppstår veckor senare.
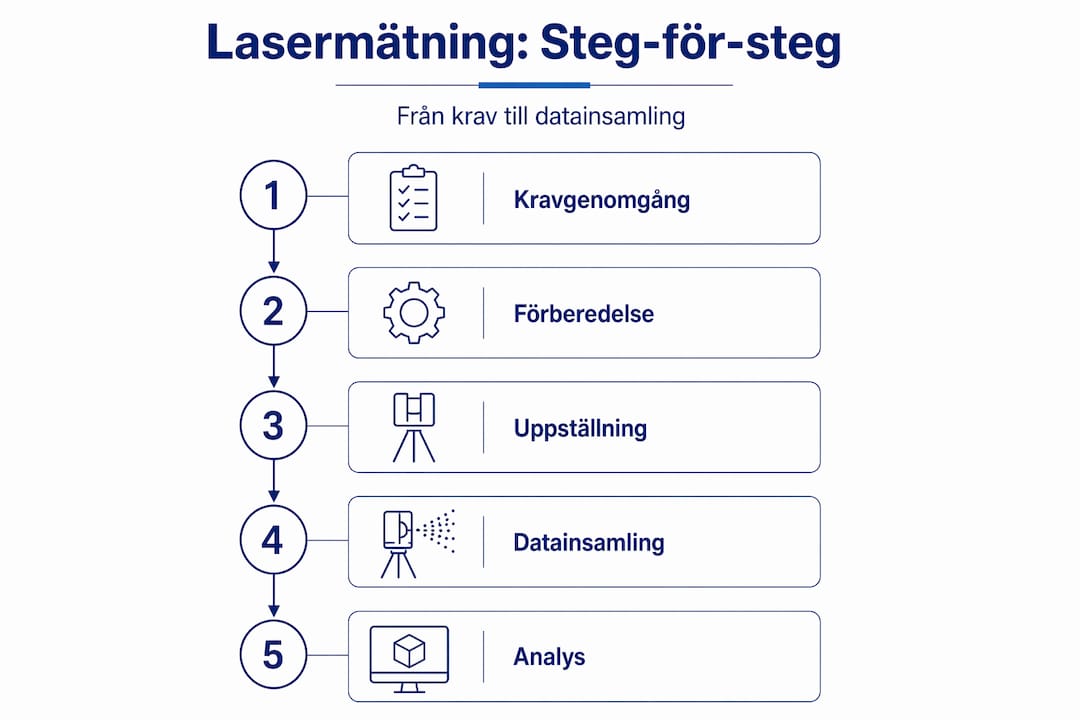
Snabböversikt: steg i en industriell lasermätning
Steg | Åtgärd | Kontrollpunkt |
1. Kravgenomgång | Verifiera kravdokumentet mot aktuell uppgift | Alla parametrar dokumenterade? |
2. Utrustningsval | Välj sensor, programvara och montage | Matchar upplösning och mätavstånd? |
3. Kalibrering | Kalibrera mot känd referens | Avvikelse inom accepterad tolerans? |
4. Miljökontroll | Mät temperatur, vibrationer, ljus | Förhållandena stabila nog? |
5. Provmätning | Mät referensobjekt | Resultat inom spec? |
6. Produktionsmätning | Genomför planerad mätbana | Alla punkter täckta? |
7. Datalagring | Spara rådata och rapport | Tidsstämplar och status loggade? |
Du kan hitta fler detaljerade instruktioner om specifik utrustning i vår guide för lasertracker-mätning för den som vill fördjupa sig i trackerbaserade system.
Integration i produktion och kvalitetskontroll
Mätdata som stannar i mätfilen bidrar inte till kvalitetssäkringen. Värdet uppstår när datan kopplas till produktionsbeslut i realtid. Det är här lasermätning i industrin går från en kontrollfunktion till en drivkraft för processförbättring.
Laserscanning skapar punktmoln som kan omvandlas till digitala representationer och CAD-modeller. Den praxis som ger bäst resultat är att börja med rådata och extrahera modeller vid behov, snarare än att alltid skapa fullständiga CAD-modeller direkt. Det minskar informationsförlusten och sparar tid i de fall en grov kontroll räcker.
Vad kan du faktiskt göra med mätdatan?
Passformskontroll: Jämför uppmätta dimensioner mot CAD-nominalerna och flagga avvikelser automatiskt
Ytkvalitetsbedömning: Identifiera grader, bucklar och ytjämnhetsfel med sub-millimeterprecision
Positionsverifiering: Kontrollera att fixturerade delar sitter i rätt position innan bearbetning börjar
Trendanalys: Spåra systematiska avvikelser över tid för att fånga upp verktygsslitage eller uppspänningsproblem tidigt
Produktionsstyrning: Koppla mätresultat direkt till PLC-logik för att stoppa linjen eller justera parametrar automatiskt
Integration via Profinet och Ethernet/IP är etablerade standarder som gör det tekniskt enkelt att koppla lasermätsystem till befintliga styrsystem. Det som ofta tar tid är att definiera vilka larm och tröskelvärden som ska trigga vilka åtgärder i PLC-logiken. Det arbetet behöver göras tillsammans med produktionstekniker som känner processens faktiska variationsmarginaler.
För dem som vill förstå hur mätdata kopplas till bredare kvalitetssäkringsprocesser ger vår guide om kvalitetskontroll och mätteknik ett bra sammanhang.
Proffstips: Punktmoln måste filtreras och rensas innan de används som underlag för CAD-modeller. Obehandlade punktmoln innehåller brus och artefakter från reflekterande ytor som ger felaktiga modeller om de inte hanteras korrekt.
Vanliga utmaningar och hur du löser dem
Även erfarna tekniker stöter på problem. Många av dem går att förebygga om du vet vad du ska leta efter.
Den vanligaste fallgropen är överspecificering. När kravdokumentet ställer krav som överstiger vad systemet faktiskt behöver prestera kan det bli omöjligt för leverantören att lämna garantier. Håll kravnivåerna realistiska och förankrade i faktiska processtoleranser, inte i vad som tekniskt vore möjligt att uppnå.
Ett annat misstag som återkommer är att blanda marknadsföringsblad med kravspecifikationer. Leverantörers datablad beskriver topprestanda under idealförhållanden. Ditt kravdokument måste definiera garanterad prestanda under faktiska driftförhållanden, inklusive det som kallas dolda parametrar: kylkapacitet, skydd mot reflektioner och temperaturkompensation.
Att välja laser utan att analysera materialets optiska egenskaper är som att välja verktyg utan att veta vilket material du ska bearbeta. Rätt val ger precision. Fel val ger systematiska fel som är svåra att spåra.
Här är de utmaningar du bör ha en plan för redan innan mätstart:
Reflektioner: Blanka metaller och lackytor skapar störningar. Grön laserteknik vid 520 nm ger bättre resultat på sådana ytor tack vare högre kvanteffektivitet och minskat brus.
Miljöstörningar: Starka ljuskällor, svetsgnistor och damm kan påverka mätresultaten. Skydda sensorn och definiera acceptabla miljögränser i kravdokumentet.
Kalibreringsdrift: Temperatursväningar i produktionshallen kan förskjuta kalibreringsreferensen. Kontrollkalibrera med känt referensobjekt minst en gång per skift.
Fel lasertyp för materialet: Lasertyp ska väljas efter materialets optiska egenskaper. Fiberlaser passar metall, UV-laser passar känsliga polymerer. Universallösningar är sällan optimala.
Otillräcklig dokumentation: Mätresultat utan kontextinformation om datum, operatör, kalibreringsstatus och miljöförhållanden är svåra att validera och reproducera.
Min erfarenhet av lasermätning i industrin
Jag har sett projekt gå snett av precis samma skäl gång på gång. Inte för att tekniken var felaktig, utan för att kravspecifikationen var bristfällig eller byggde på leverantörens broschyrer snarare än på vad produktionen faktiskt behövde.
Det som har gjort störst skillnad i projekt jag jobbat med är att skilja på “vad vi vill ha” och “vad vi kan verifiera att systemet levererar”. Det är en liten men avgörande distinktion. Jag har lärt mig att en sida med väldefinierade, mätbara krav är värd mer än tio sidor med vag funktionsbeskrivning.
Nya tekniker underskattar ofta hur mycket förberedelse som krävs jämfört med själva mätutförandet. Sanningen är att om förberedelsen är gjord rätt tar genomförandet en bråkdel av den tid det annars skulle ta, och resultaten är reproducerbara.
Det jag också vill betona är att inte behandla lasermätning som en isolerad aktivitet. Mätvärden som inte kopplas till ett beslut i produktionen skapar administration, inte kvalitet. Fokusera på att bygga flöden där mätdatan faktiskt driver åtgärder, och du kommer att se en reell skillnad i hur produktionen beter sig över tid.
— Markus
Lksab stödjer din mätprocess från start till mål
Lksab är generalagent i Sverige för Nikon Metrology, LK Metrology, Scanology och API Metrology. Det innebär att du som kund har tillgång till ett komplett sortiment av lasertrackers, 3D-skannrar och laserstråleskannrar, kombinerat med teknisk support och kalibrering av de som faktiskt kan produkterna på djupet.

Om du har befintliga mätsystem som börjar visa sin ålder finns det ofta mer att hämta genom en riktad uppgradering än ett helt nytt inköp. Lksab erbjuder uppgradering och retrofit av industriella mätsystem för att modernisera produktionsmätningen utan att byta hela installationen. För de som söker ny utrustning med hög precision finns alternativ som KSCAN X för avancerad skanning, samt lasertrackers och tillbehör för exakt positionsmätning i krävande industrimiljöer. Kontakta Lksab för att diskutera vilket system som passar just din applikation.
Vanliga frågor
Vad är industriell lasermätning och hur fungerar den?
Industriell lasermätning innebär att en laserstråle används för att mäta avstånd, position eller geometri med hög precision. Sensorn registrerar hur lång tid det tar för ljuset att reflekteras tillbaka och beräknar avståndet eller formen på det uppmätta objektet.
Hur noggrann kan en industriell laserskanner vara?
Moderna industriella laserskannrar kan uppnå z-axel-linjäritet under 0,8 µm och punktupplösning ner till 6 µm. Laseravståndsmätare för längre sträckor håller noggrannhet på ±1 mm upp till 3 km.
Vilken laser passar bäst för mätning på blanka metallytor?
Grön laserteknik vid 520 nm rekommenderas för blanka metaller och kretskort eftersom den ger högre kvanteffektivitet och mindre störningar från ytreflektioner jämfört med röd laser.
Hur integrerar jag lasermätning i ett befintligt produktionssystem?
De flesta moderna lasermätsystem kommunicerar via Industrial Ethernet med stöd för Profinet och Ethernet/IP. Det gör det möjligt att koppla mätdatan direkt till PLC och HMI för realtidsövervakning och automatisk processtyrning. Läs mer om hur du ökar mätnoggrannheten i vår artikel om att förbättra noggrannheten vid industriella mätningar.
Varför ger mitt lasermätsystem inkonsekvent data?
Inkonsekvent mätdata beror oftast på otillräcklig kalibrering, miljöstörningar som temperaturvariationer eller reflexer, eller att lasertypen inte är anpassad till materialets optiska egenskaper. Kontrollera kalibreringsstatus och miljöförhållanden som första åtgärd.
Rekommendation




















Kommentarer