Instruktion för geometrisk mätning: guide för ingenjörer
- 30 maj
- 7 min läsning

TL;DR:
Felaktiga geometriska mätningar kan orsaka sammansättningsfel och produktionsstopp, varför en strukturerad process för dimensionskontroll är avgörande. Rätt datumordning, kalibrering och noggranna mätpunkter är nödvändiga för pålitliga resultat enligt GD&T, medan samarbete mellan konstruktörer och mättekniker förbättrar kvaliteten. En väl utarbetad inspektionsplan och korrekt utrustning är nycklar till att säkerställa produktkvalitet och minimera fel.
Felaktiga geometriska mätningar kostar mer än de flesta räknar med. En komponent som godkänns trots att den ligger utanför tolerans kan orsaka sammansättningsfel, reklamationer och i värsta fall produktionsstopp. En välgrundad instruktion för geometrisk mätning, det vill säga en strukturerad process för dimensionskontroll och geometrisk toleransanalys enligt GD&T (Geometric Dimensioning and Tolerancing), är grunden för att undvika dessa scenarion. Den här guiden ger dig konkreta steg, metoder och verktyg för att genomföra korrekta mätningar och fatta säkra kvalitetsbeslut i produktion.
Innehållsförteckning
Viktiga slutsatser
Punkt | Detaljer |
Datumordning är kritisk | Etablera datum A, B och C i rätt ordning annars riskerar du ogiltiga koordinatsystem och systematiska mätfel. |
Kalibrera innan du mäter | Okalibrerade instrument ger missvisande resultat oavsett hur väl du följer mätinstruktionen i övrigt. |
Designa mätsekvensen som ett beslutsträd | En strukturerad inspektionsplan med pass/fail-logik minskar ommätningar och förbättrar spårbarheten. |
Punktdensitet påverkar resultatens giltighet | Komplexa ytor kräver ofta 50 till 100 mätpunkter för att profil och planhet ska kunna bedömas korrekt. |
Fixturstabilitet är inte valfri | Instabil uppspänning introducerar systematiska koordinatfel som är svåra att spåra i efterhand. |
Förberedelser inför geometrisk mätning
Verktyg och mätinstrument
Innan du genomför geometrisk mätning behöver du välja rätt instrument för uppgiften. De vanligaste verktygen inom tillverkningsindustrin är koordinatmätmaskiner (CMM), digitala skjutmått, höjdmätare och konturrondörmätare. CMM-inspektion är standardmetoden för avancerad dimensionskontroll i CNC-produktion, där mätdata jämförs mot CAD-modeller och GD&T-krav.
För enklare kontroller används ofta digitala skjutmått. Ett representativt exempel är instrument med mätområde 0–150 mm, upplösning 0,01 mm och noggrannhet 0,03 mm. Det räcker för grundläggande kontroller men inte för komplexa profilmätningar där CMM är nödvändig.
Instrument | Tillämpning | Typisk noggrannhet |
CMM (koordinatmätmaskin) | Geometriska toleranser, profil, position | ±0,001 till ±0,005 mm |
Digitalt skjutmått | Längd, diameter, djup | ±0,03 mm |
Höjdmätare | Planhet, höjdskillnader | ±0,01 mm |
Konturrondörmätare | Rakhet, rundhet, cylindricitet | ±0,001 mm |
Standarder och grundläggande begrepp
Geometrisk mätning i industrin styrs av ISO 1101 och GD&T. GD&T fungerar som ett universellt språk för att definiera vilka geometriska egenskaper som är kritiska för funktionen hos en detalj. Centrala begrepp du behöver behärska:
Rakhet: Avvikelse från en ideal rak linje inom en parallell toleranszon.
Planhet: Alla punkter på en yta ska ligga inom en zon begränsad av två parallella plan.
Position: Avvikelse från en teoretisk exakt position relativt datumreferensramen.
Profil: Kontroll av yt- eller kantform mot en idealgeometri från CAD.
Datumreferensram: Det koordinatsystem som bestäms av datum A, B och C och utgör grunden för alla mätningar.
Kalibrering är ett lagkrav i Sverige. Swedacs föreskrifter från 2024 reglerar krav och kalibrering för dimensionsmätinstrument och ersätter tidigare regelverk. Se till att alla instrument är kalibrerade och att kalibreringscertifikat finns tillgängliga vid inspektion.
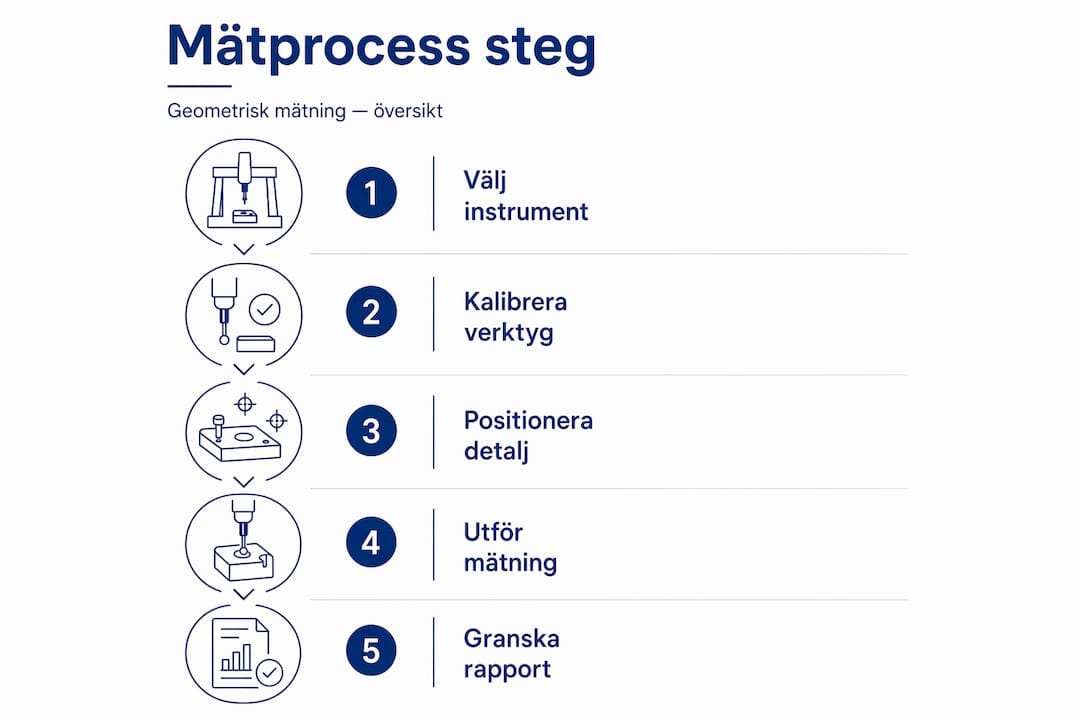
Steg för steg: datumreferensram och CMM-mätning
En korrekt CMM-mätning börjar inte med att du trycker på start i mätprogrammet. Den börjar med att du förstår detaljens funktion och hur datumramen styr koordinatsystemet.
Steg 1: Analysera ritning och identifiera datum
Granska GD&T-kallelserna på ritningen. Identifiera datum A, B och C och notera i vilken ordning de ska kvalificeras. Datumordning A, B och C styr prioriteringen vid CMM-programmering och avgör koordinatsystemet. Fel ordning ger direkt ogiltiga mätresultat för alla efterföljande kontroller.
Steg 2: Fixa och orientera detaljen
Placera detaljen i fixture eller på mätbordet enligt den tänkta datumordningen. Datum A ger typiskt tre frihetsgrader (tre stödpunkter i ett plan), datum B ger ytterligare två, och datum C fixerar den sista. Stabiliteten är inte förhandlingsbar. Variation i uppställning påverkar koordinatsystemet direkt och kan skapa systematiska fel som är nästan omöjliga att identifiera utan att se hela mätprocessen.
Steg 3: Kvalificera datumytor
Proba datum A med tillräckligt antal punkter för att representera ytans verkliga form. För en plan yta rekommenderas minst 9 punkter i ett mönster som täcker hela ytan, inte bara mitten. Datum B och C kräver färre punkter men placering är kritisk. Datum B kan modifieras med MMC (Maximum Material Condition) för ökad toleransflexibilitet.
Steg 4: Kör mätprogrammet i rätt sekvens
Etablera koordinatsystemet baserat på kvalificerade datumytor.
Mät kritiska egenskaper i prioritetsordning: börja med de toleranser som påverkar sammansättning.
Kontrollera rakhet och planhet på funktionskritiska ytor.
Mät position på hål och passmått relativt datumramen.
Avsluta med profilkontroller av komplexa ytor.
En välstrukturerad inspektionssekvens, designad som ett beslutsträd snarare än en lista av mått, förbättrar kvaliteten i inspektionsplanen och minskar risken för att missa kritiska avvikelser.
Steg 5: Exportera och granska rapporten
CMM-rapporten ska visa uppmätt värde, nominellt värde, tolerans och pass/fail per kontrollpunkt. Granska avvikelserna i sitt sammanhang, inte bara som enskilda siffror, och bedöm om ett fel i en egenskap kan påverka andra.

Proffstips: Låt mätprogrammeraren delta redan under konstruktionsgranskningen. När du förstår hur datum är tänkta att fungera i montaget kan du skriva ett mätprogram som är både snabbare och mer tillförlitligt.
Mätmetoder för geometriska toleranser
Rakhet och planhet
Rakhet enligt ISO 1101 definieras som avvikelsen från en ideal rak linje, där alla punkter på den kontrollerade ytan ska ligga inom en toleranszon begränsad av två parallella linjer eller cylindriska ytor. Vid CMM-mätning probar du en rad punkter längs linjen och programmet beräknar bästa passning mot toleranszonen.
Planhet är en utvidgning av samma princip till en yta i 3D. För att bedöma planhet korrekt på komplexa ytor krävs ofta 50 till 100 mätpunkter för att säkerställa att lokala avvikelser inte missas. Att mäta planhet med bara 4 hörn och ett mittmått är inte tillräckligt för kritiska funktionsytor.
Tolkning av mätdata och pass/fail
Mätresultat ska alltid tolkas mot angiven tolerans på ritningen, inte mot vad som “verkar rimligt”. Vanliga felbedömningar uppstår när:
Avvikelsen är negativ men absoluta värdet är inom toleransen. Det är godkänt.
Profilkontroll jämförs mot fel datumram.
En yta bedöms utifrån för få punkter och det faktiska maximum missas.
En tydlig pass/fail-tabell i inspektionsrapporten gör det enkelt att fatta beslut. Rader utan klart svar, till exempel “borderline”, kräver alltid en ingenjörsbedömning och ska dokumenteras.
Toleranstyp | Vanlig CMM-metod | Minsta rekommenderade punktantal |
Rakhet | Linjeprobning längs axel | 10 till 20 punkter |
Planhet | Rutmönster över yta | 25 till 100 punkter |
Position | Hålcentrum relativt datum | 5 punkter per hål |
Ytprofil | Skanning mot CAD-kurva | 50 till 200 punkter |
Inspektionsrapporter och beslutsflöden
En genomtänkt inspektionsrapport innehåller mer än siffror. Den ska visa mätmetod, datumreferensram, instrument, kalibreringsdatum och operatörens signatur. En ordentligt planerad CMM-inspektionsplan inkluderar etablering av datum, mätning av kritiska egenskaper och beslut om godkännande eller åtgärd vid avvikelse. Utan den strukturen mäter du, men du kontrollerar inte kvaliteten.
Proffstips: Organisera din inspektionsrapport som ett beslutsflöde. Om position på ett kritiskt hål underkänns ska nästa rad automatiskt utlösa en åtgärdsrutin, inte bara registrera felet.
Inprocesskontroll innebär att mätningar görs vid definierade punkter i produktionsflödet, inte bara på färdig detalj. Det ger möjlighet att korrigera avvikelser tidigt och minskar kostnaden för omarbetning markant. Se industriell mätteknik i praktiken för tekniska beskrivningar av hur inprocessmätning tillämpas.
Felsökning och vanliga fallgropar
Även erfarna mättekniker gör misstag när grundprinciperna inte följs konsekvent. Här är de vanligaste problemen och hur du undviker dem.
Fel datumordning i programmet. Om du kvalificerar datum B före datum A i CMM-programmet skapar du ett koordinatsystem som avviker från det som ritningen kräver. Alla positionsmått blir då meningslösa.
För få probpunkter på datumytor. Tre punkter definierar ett plan matematiskt, men de fångar inte verklig ytavvikelse. Använd minst 9 punkter fördelade över hela datumytan.
Instabil eller felaktig fixtur. Variation i uppspänning introducerar koordinatfel som reproduceras i varje mätning men ser ut som slumpmässig spridning. Kontrollera att fixturen låser detaljen mot rätt datumytor med tillräcklig kraft.
Okalibrerade instrument. En CMM som inte kalibrerats enligt Swedacs krav kan ge systematiska fel på 0,01 till 0,05 mm beroende på instrumentets ålder och belastning.
Feltolkning av profilresultat. Ytprofil bedöms relativt datumramen. Om du inte kontrollerar att rätt datumram är aktiv i programmet när profilkontrollen körs kan ett godkänt resultat vara baserat på fel referens.
Proffstips: Kör alltid en repeatabilitetstest på nya mätprogram. Mät samma detalj fem gånger utan att lyfta den och jämför resultaten. Spridning över 10 procent av toleransen indikerar ett problem i fixtur, mätprogram eller instrument.
En checklista för CMM-inspektion är ett konkret sätt att säkerställa att inga steg missas och att spårbarhet upprätthålls för varje mätning.
Min syn på geometrisk mätning i praktiken
Jag har sett många mätrapporter genom åren, och det mest återkommande problemet är inte att ingenjörerna saknar kunskap om toleranser. Det är att de undervärderar hur mycket datumkvalificering och fixtur faktiskt styr hela mätresultatet.
I ett projekt jag arbetade med upprepade sig ett positionsfel på ett kritiskt hål konsekvent med 0,03 mm. Det var under tolerans, men alltid åt samma håll. Det visade sig att CMM-programmet qualificerade datum B med tre punkter i ett mönster som inte täckte tillräckligt av ytan. När vi utökade till nio punkter försvann felet helt. Det var inte ett tillverkningsfel. Det var ett mätinstruktionsfel.
Min erfarenhet är att mätprogrammerare och konstruktörer behöver arbeta tillsammans från start, inte bara vid godkänning. Konstruktören vet varför ett datum är valt, men mätprogrammeraren vet vad som faktiskt är möjligt att kvalificera på maskinen. Den dialogen saknas ofta och det kostar dyrt i ommätningar.
Jag har också lärt mig att CMM-rapporter sällan läses kritiskt. Ingenjörer ser “pass” och går vidare. Det är en vana som bör brytas. En borderline-pass som återkommer i serie är ett tecken på att antingen processen eller instruktionen behöver ses över.
En välskriven instruktion för geometrisk mätning är ett levande dokument. Den ska uppdateras när produktionen lär sig något nytt om detaljen. Behandla den som ett verktyg, inte ett arkivdokument.
— Markus
Uppgradera din mätutrustning med Lksab
Rätt mätinstruktion är bara halva lösningen. Den andra halvan är att ha utrustning som kan leverera den precision din process kräver.

Lksab är generalagent för Nikon Metrology, LK Metrology och API Metrology i Sverige och erbjuder allt från koordinatmätmaskiner och 3D-skannrar till lasertrackers och fixturkit. Om din nuvarande CMM inte längre möter produktionens krav kan ett systemuppgradering eller retrofit vara ett kostnadseffektivt alternativ till nyinvestering. Lksab hjälper dig att utvärdera vilken lösning som passar ditt mätflöde och ger teknisk support genom hela implementeringen. Kontakta Lksab för att diskutera hur din mätprocess kan förbättras med rätt utrustning och programvara.
Vanliga frågor
Vad är geometrisk mätning?
Geometrisk mätning är kontroll av en komponents form, läge och orientering relativt en datumreferensram, definierad enligt standarder som ISO 1101 och GD&T. Syftet är att verifiera att detaljens geometri uppfyller ritningens toleranskrav.
Varför är datumordningen viktig vid CMM-mätning?
Datumordning A, B och C styr koordinatsystemets orientering och position. Fel ordning ger ett koordinatsystem som avviker från det som ritningen kräver, vilket gör alla positionsmätningar ogiltiga.
Hur många mätpunkter behövs för att bedöma planhet?
Det beror på ytans storlek och tolerans, men för kritiska funktionsytor rekommenderas 50 till 100 mätpunkter för att säkerställa att lokala avvikelser inte missas.
Vad ska en CMM-inspektionsrapport innehålla?
Rapporten ska innehålla uppmätt värde, nominellt värde, tolerans och pass/fail per kontrollpunkt, samt information om datumreferensram, instrument, kalibreringsdatum och operatörens signatur.
Hur ofta ska mätinstrument kalibreras?
Kalibreringsintervallet beror på instrumenttyp och användningsintensitet, men Swedacs föreskrifter från 2024 reglerar krav för dimensionsmätinstrument i Sverige. Kalibreringscertifikat ska alltid finnas tillgängliga vid inspektion.
Rekommendation




















Kommentarer