Mätinstrument inom industrin: vägen till precision och kvalitet
- 7 maj
- 10 min läsning

TL;DR:
Mätteknik inom industrin kräver rätt instrument, integrerade arbetsflöden och noggrann förvaltning för att säkerställa kvalitet. Regelverk och spårbarhet är avgörande för tillförlitlig data och långsiktig produktionseffektivitet. Framgången beror på flexibel organisation, modulära system och kontinuerlig kompetensutveckling.
Många teknikchefer investerar i avancerad mätutrustning och förväntar sig att precisionen ska följa automatiskt. Men utrustningens specifikationer är bara halva sanningen. Det verkliga utfallet avgörs av hur instrument väljs, integreras i arbetsflöden och förvaltas under hela sin livscykel. I en bransch där toleranser mäts i mikrometer och regelverk ständigt revideras räcker det inte att ha rätt maskin. Du behöver rätt systematik. Den här artikeln täcker instrumenttyper, regulatoriska krav, praktiska arbetsflöden och de strategiska överväganden som faktiskt avgör om din kvalitetssäkring håller.
Innehållsförteckning
Viktiga Insikter
Punkt | Detaljer |
Olika instrument, olika syften | Att välja rätt mätinstrument innebär att matcha verktygets egenskaper mot mätuppgift och kvalitetskrav. |
Regler förändras | Svenska industrins regelverk uppdateras löpande—håll dig alltid ajour för att undvika kvalitetsrisker. |
Spårbarhet ger pålitliga resultat | Genom att säkerställa spårbarhet kan du validera mätdata och effektivt stödja kvalitetskontrollen. |
Ekosystemtänk krävs | Mätinstrument fungerar bäst som del i ett helhetsflöde—inte som isolerade enheter. |
Strategiskt instrumentval sparar resurser | Att göra långsiktiga och flexibla val skyddar mot kostsamma misstag och snabba teknikskiften. |
Industrins mätinstrument: principer, typer och roller
För att förstå hur man väljer rätt instrument behöver vi först greppa grunderna inom industriell mätteknik. Det handlar inte bara om att köpa det dyraste alternativet eller det senaste märket. Det handlar om att förstå vad varje instrument faktiskt mäter, inom vilka toleranser det presterar och i vilka miljöer det passar.
Industriell mätning i verkstads- och tillverkningssammanhang syftar till att verifiera att tillverkade detaljer stämmer överens med konstruktionsspecifikationer. Det kan handla om allt från att kontrollera ett skruvhåls diameter till att verifiera komplexa fria ytor på ett flygplanskomponent.
Vanliga instrumenttyper och deras roller
Koordinatmätmaskiner (CMM): För avancerad dimensionskontroll i verkstad och tillverkning används koordinatmätmaskiner (CMM) som ett standardverktyg. En CMM mäter tredimensionella koordinater på ett objekt med ett probeverktyg, antingen kontaktbaserat eller optiskt. De passar utmärkt för batchkontroll av komplexa detaljer och ger dokumenterat repeterbara resultat.
3D-skanners: Optiska 3D-skanners och strukturljussystem fångar ytor med hög densitet av mätpunkter, så kallade punktmoln. De är idealiska för friformed geometrier, reverse engineering och snabb kontroll av stora mängder ytor. Avancerad mätteknik inom skanning har tagit stora kliv de senaste åren och ersätter i allt fler fall traditionell handmätning.
Skjutmått och mikrometrar: Dessa är de klassiska verktygen på verkstadsgolvet. Skjutmåttet mäter längder, bredder och djup med en noggrannhet ner till 0,02 mm. Mikrometern, med sin noggrannhet ner till 0,001 mm, används för precisionsdiametrar och tjocklekar. Båda verktygen är portabla och snabba, men kräver operatörsskicklighet och är känsliga för miljöbetingelser som temperatur.
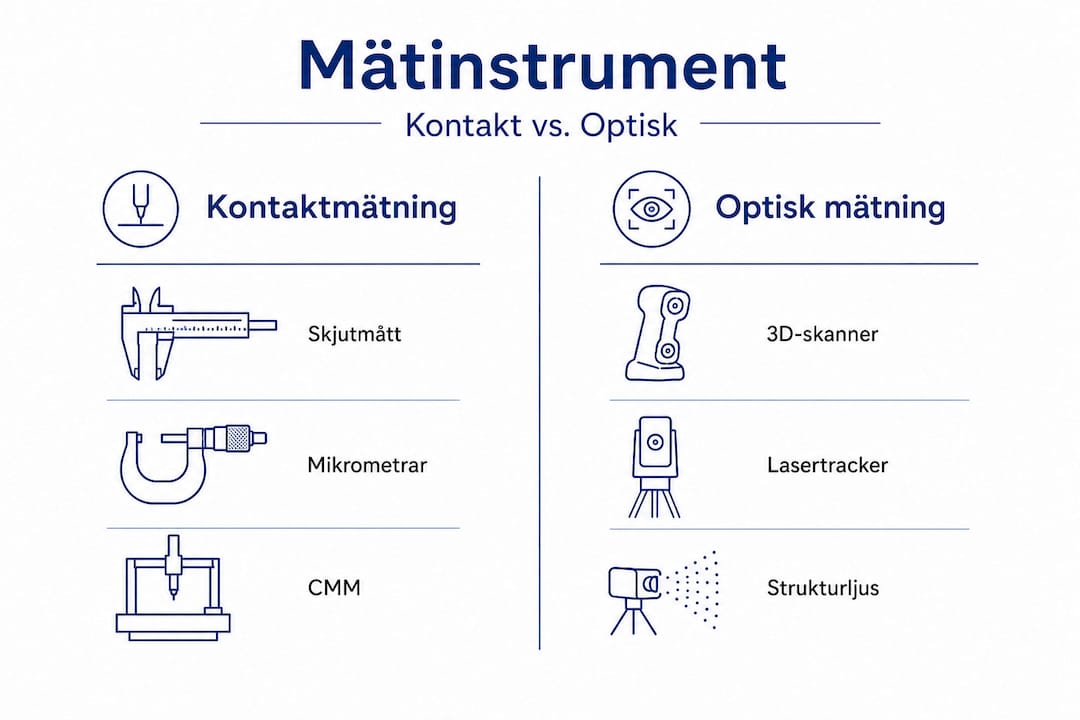
Lasertracker och skanningsarmar: Lasertrackern mäter stora strukturer, exempelvis jiggar, fixturer och fordonskarosser, med exceptionell noggrannhet på distans. Skanningsarmar kombinerar portabilitet med 3D-skanning och passar väl i miljöer där arbetsstycket inte kan transporteras till en fast CMM.

Jämförelsetabell: instrument och tillämpningar
Instrument | Noggrannhet | Typisk tillämpning | Miljökrav |
CMM (kontakt) | 0,001 till 0,005 mm | Precisionsmaskining, batchkontroll | Temperaturkontrollerat rum |
3D-skanner | 0,02 till 0,1 mm | Fria ytor, reverse engineering | Vibrationsfri miljö |
Skjutmått | 0,02 mm | Snabbkontroll, verkstadsgolv | Robust, lättportabel |
Mikrometer | 0,001 mm | Precisionsmätning av diametrar | Temperaturkänslig |
Lasertracker | 0,015 mm på 10 m | Stora strukturer, montering | Stabila ljusförhållanden |
Skanningsarm | 0,05 mm | Flexibel 3D-inspektion | Portabel, god räckvidd |
Nyckelpunkten är att inget instrument passar alla situationer. Precision i tillverkning handlar om att matcha mätverktygets kapacitet mot det faktiska behovet, inte om att välja det tekniskt mest imponerande alternativet.
Vanliga fall att undvika:
Att använda en CMM för snabba stickprov där ett kalibrerat skjutmått räcker
Att förlita sig på portabla skanners i vibrationsrika miljöer utan kompensationsrutiner
Att köpa ett mätsystem utan att inventera vilken mjukvara och kompetens som krävs för att tolka data
Proffstips: Innan du investerar i nytt mätsystem, kartlägg de tio vanligaste mätuppgifterna i din produktion och matcha dem mot instrumentets specifikationer. Du kommer sannolikt att hitta att 80 procent av behoven täcks av ett enklare och mer kostnadseffektivt alternativ.
Regelverk och spårbarhet: krav på industrins mätinstrument
När grunderna i instrumenten är på plats behöver vi förstå det regulatoriska ramverket de verkar inom. För en kvalitetschef är detta inte bara en administrativ fråga. Det är en affärskritisk fråga som påverkar allt från inköpsbeslut till godkännande av leveranser.
Swedacs roll och tillämpliga föreskrifter
I Sverige är Swedac (Styrelsen för ackreditering och teknisk kontroll) den myndighet som ansvarar för metrologi och ackreditering. Dimensionsmätinstrument omfattas av specifika föreskrifter som definierar krav på noggrannhet, spårbarhet och dokumentation. Det är viktigt att notera att dessa föreskrifter kan revideras, och ett instrument som uppfyllt krav under tidigare lydelse kanske inte automatiskt uppfyller reviderade krav.
Swedac publicerar även en policy som beskriver hur spårbarhet, kalibrering och mätosäkerhet tillämpas i praktiken. Policyn är ett centralt dokument för alla som driver ett ackrediterat mätlaboratorium eller arbetar mot kunder som kräver ackrediterade kalibreringar.
Spårbarhet och kalibrering i praktiken
Spårbarhet innebär att varje mätvärde kan härledas, via obruten kedja av kalibreringar, till erkända nationella eller internationella normaler. Utan spårbarhet är dina mätdata i praktiken meningslösa i ett regulatoriskt sammanhang. Det räcker inte att instrumentet är kalibrerat. Kalibreringen måste vara genomförd av ett ackrediterat laboratorium eller internt med spårbar referensutrustning.
Kalibrering och spårbarhet är inte en engångshändelse utan ett löpande arbete. De flesta instrument kräver regelbunden kalibrering, och rutiner för kalibrering måste dokumenteras och följas upp systematiskt.
Steg för att hantera ett regeländrat instrument
Identifiera vilket regelverk som gäller för instrumentet i fråga och hämta senaste föreskrift från Swedac
Granska kalibreringsdokumentation och verifiera att spårbarhet är intakt
Kontrollera om befintliga kalibreringsrutiner behöver uppdateras för att möta det nya regelverket
Kontakta ackrediterat kalibreringslab för rådgivning om instrumentet faller under uppdaterade krav
Uppdatera interna procedurer och utbilda berörd personal
Dokumentera alla åtgärder i ditt ledningssystem för kvalitet
“Kalibrering utan spårbarhet till erkända nationella normaler är som ett körkort utan giltighetsdatum. Det ser rätt ut på pappret men håller inte vid en granskning.”
Relevanta industristandarder som ISO 9001 och IATF 16949 kräver att mätinstrument hanteras inom ett kalibreringssystem. Avvikelser kan resultera i missat kundgodkännande, kassation av partier eller i värsta fall återkallelse av ackrediteringsstatus.
Sammanfattning av regulatoriska krav
Krav | Vad det innebär | Konsekvens vid brister |
Spårbarhet | Mätvärden kopplas till nationella normaler | Ogiltig mätdata, kundreklamationer |
Kalibrering | Periodisk verifiering av instrumentets noggrannhet | Felaktiga beslut, kassation |
Mätosäkerhet | Redovisning av varje mätnings osäkerhetsspann | Oklar konformitetsverifiering |
Dokumentation | Skriftliga kalibreringsbevis och procedurer | Underkänd kvalitetsrevision |
Från mätning till kvalitetssäkring: arbetsflödet i praktiken
När regelverket är kartlagt är det dags att växla fokus till hur man faktiskt tillämpar mätteknik i produktionen. Regelverk och instrument är förutsättningar. Men det är arbetsflödet som avgör om du faktiskt lyckas leverera konsekvent kvalitet.
Det kompletta mät- och kvalitetsarbetsflödet
Ett robust arbetsflöde börjar långt innan mätstationen och slutar inte förrän data är dokumenterat och rapporterat. Inspektionsprocessen syftar till bland annat conformance verification och traceability, det vill säga att verifiera att detaljer uppfyller krav och att mätdata kan spåras bakåt.
Processen ser typiskt ut så här:
Instrumentval: Matcha mätuppgiftens toleranskrav mot instrumentets kapacitet och definierade mätosäkerhet
Miljökontroll: Säkerställ att temperatur, vibration och renhet uppfyller instrumentets driftkrav
Kalibrering och nollpunktskontroll: Verifiera instrumentets status mot känd referensstandard innan mätstart
Fixturering och uppspänning: Montera arbetsstycket stabilt för att eliminera rörelse som påverkar mätresultatet
Mätutförande: Genomför mätningen enligt dokumenterad mätplan, inkluderande rätt antal mätpunkter och sekvens
Dataanalys: Bearbeta rådata i metrologi- eller CAD-mjukvara för att beräkna avvikelser mot nominella värden
Konformitetsbedömning: Bedöm om uppmätta värden faller inom toleranserna med hänsyn till mätosäkerhet
Dokumentation och rapportering: Skapa mätprotokoll, FAI-rapporter (First Article Inspection) eller digitala kvalitetsdokument med full spårbarhetsinformation
FAI, First Article Inspection, är ett konkret exempel där hela arbetsflödet prövas. Kunder inom flyg och fordon kräver en dokumenterad FAI innan produktion godkänns. Det ställer krav på att varje steg i flödet är reproducerbart och dokumenterat, inte bara att den enskilda mätningen gav rätt svar.
CNC och mätteknik är ett område där kopplingen mellan bearbetningsprocess och mätning är direkt. En välkonfigurerad CNC-maskin kan inte kompensera för dålig mätning i efterledet, och tvärtom ger bra mätning begränsat värde om bearbetningen är instabil.
En checklista för industriell mätning är ett enkelt men kraftfullt verktyg för att säkerställa att inget steg i arbetsflödet glöms bort under stressade produktionsförhållanden.
Repeterbarhet och robusthet
Repeterbarhet innebär att samma operator, med samma instrument, under samma förutsättningar, får samma mätvärde gång på gång. Det är en grundförutsättning för att kunna lita på din mätdata. Men robusthet är minst lika viktigt: arbetsflödet ska fungera även när det är stress i produktionen, när operatören är ny eller när temperaturen i verkstaden varierar.
Tips för högre precision inkluderar att genomföra regelbundna MSA-analyser (Measurement System Analysis). MSA identifierar hur stor del av den uppmätta variationen som faktiskt kommer från mätsystemet och inte från produktvariationen. Utan MSA vet du inte om du mäter produkten eller mätsystemet.
Proffstips: Bygg in ett automatiserat larm i ditt mätsystem som flaggar när ett mätvärde hamnar i gränszonen mot toleransen, det vill säga inom 20 procent av toleransgränsen. Det ger dig tid att vidta korrigerande åtgärder innan detaljen faktiskt kasseras, och ger data till din ständiga förbättringsprocess.
Strategiskt instrumentval: faktorer som verkligen avgör
Efter att ha gått igenom arbetsflödet återstår frågan: Hur säkerställer du att helheten faktiskt fungerar långsiktigt? Det är här många teknikchefer gör sitt dyraste misstag. De väljer ett instrument baserat på prestanda i ett isolerat scenario, utan att tänka på hur det passar in i ett större metrologiskt ekosystem.
Mätinstrument som ekosystem
Inspektionssystem i modern tillverkning behöver i praktiken hanteras som ett metrologiskt ekosystem, inte som en samling isolerade verktyg. Det innebär att CMM, skanners, mjukvara, kalibreringsrutiner, operatörskompetens och datainsamlingssystem alla måste fungera ihop.
Ett konkret exempel: En verkstad investerar i en ny 3D-skanner med imponerande noggrannhet, men glömmer att befintlig metrologi-mjukvara inte stödjer det nya filformatet. Resultatet är att mätdata inte kan exporteras direkt till kvalitetssystemet. Manuell hantering introduceras, vilket ökar risken för fel och eliminerar den tidsvinst som skanners utlovade.
Faktorer att ta hänsyn till vid strategiskt instrumentval:
Integration: Kan det nya instrumentet kommunicera direkt med befintlig mjukvara och kvalitetssystem?
Kompetenskrav: Vilken utbildning krävs? Finns kompetensen internt eller krävs externt stöd?
Underhåll och service: Vilken tillgänglighet finns det på reservdelar och serviceingenjörer i Sverige?
Framtida skalbarhet: Kan systemet hantera ökad produktionsvolym eller nya produkttyper utan ny investering?
Regelverkskompabilitet: Uppfyller instrumentet och tillhörande kalibreringslösning aktuella och förväntade framtida föreskrifter?
Total ägandekostnad (TCO): Inkludera kalibrering, mjukvarulicenser, utbildning och förväntad livslängd i beräkningen
Standardiserad mätning är ett strategiskt val som ger stora fördelar: möjlighet att jämföra mätdata över tid, enklare utbildning av ny personal och lättare integrering med kvalitetssystem.
Risker med fragmenterade system
Fragmenterade mätsystem, där varje avdelning har sina egna instrument, rutiner och mjukvara utan gemensam standard, skapar en rad problem. Mätdata från olika system är svår att jämföra. Kalibreringsansvar faller mellan stolarna. Och när en revision eller kundaudit genomförs finns ingen samlad bild av mätsystemets kvalitetsstatus.
ABM för kvalitetschefer lyfter fram att beslutsfattare i tillverkningsindustrin ofta underskattar kostnaden för fragmenterade kvalitetssystem. Kostnaden är inte bara direkta kassationsförluster. Det är tid som läggs på manuell datainsamling, revisionsförberedelser och tvister med kunder om mätresultat.
Proffstips: Gör en inventering av alla aktiva mätinstrument, deras kalibreringsintervall och ansvarig operatör minst en gång per år. Du kommer troligtvis hitta instrument med utgångna kalibreringsbevis, instrument som inte längre används men fortfarande kostar underhållstid, och luckor i systemet som riskerar att skapa mätdata utan spårbarhet.
Hur ser vi på framtiden för mätinstrument inom industrin?
Med det operativa och strategiska genomlyst, återstår slutligen vår mest okonventionella slutsats till dig som teknisk beslutsfattare.
Vi ser ett mönster som upprepas i industrin: En organisation lägger ner mycket tid och resurser på att välja rätt instrument, utbilda personal och bygga ett fungerande arbetsflöde. Sedan händer något oväntat. Regelverket revideras. En nyckelkund byter kvalitetsstandardkrav. En ny produktkategori kräver en annan typ av mätning. Och plötsligt är den noggrant genomtänkta instrumentplattformen inte längre tillräcklig.
Det vi har sett i praktiken är att de organisationer som klarar sådana omslag bäst inte nödvändigtvis har det bästa instrumentet. De har den mest flexibla organisationen.
Det handlar om tvärfunktionell kompetens. När mätingenjören, kvalitetschefen och produktionsledaren faktiskt förstår varandras behov och begränsningar går implementeringen av nya lösningar snabbare. Omvänt, i organisationer där mätteknik hanteras som en isolerad specialistfunktion, tar varje förändring oproportionerligt lång tid och varje regelverksändring känns som en kris.
Modularitet är ett annat nyckelbegrepp som vi anser underskattas. Att välja system med öppna gränssnitt, standardiserade dataformat och möjlighet till mjukvaruuppdateringar förlänger investeringens livslängd avsevärt. Det verkar självklart, men i praktiken väljer många organisationer stängda system med proprietär mjukvara för att de ger bäst prestanda i den initiala demovisningen. Tre år senare sitter de fast.
Vi ser också att organisationer som investerar i intern metrologi-kompetens är mer motståndskraftiga. Det räcker inte att ha bra instrument om ingen i organisationen förstår konsekvenserna av mätosäkerhet, eller vet hur man tolkar ett kalibreringsbevis. Kompetens är inte ett driftskostnad. Det är en strukturell konkurrensfördel.
Slutligen: det finns en tendens att låta det perfekta bli det godas fiende när det gäller mätinstrument. Vi ser organisationer som skjuter upp beslut i månader för att analysera det sista decimalstrecket i teknisk specifikation. Medan konkurrenten som fattade ett 80-procentsbeslut snabbare redan har vunnit produktionserfarenhet, kalibrerat flödet och börjat leverera data. Snabb anpassningsförmåga, parad med solid metodologi, slår nästan alltid teknisk överlägsenhet i praktiken.
Så möjliggör vi avancerad mätteknik i din produktion
Teorin är nu på plats. Nästa fråga är hur du tar steget från insikt till konkret förbättring i din produktion. Det handlar om att välja rätt lösning för ditt specifika behov, oavsett om du vill uppgradera befintlig utrustning eller investera i en helt ny mätplattform.

Vi på LK Scandinavia AB erbjuder lösningar för hela spektrumet av industriella mätbehov. Vill du förlänga livslängden på befintlig utrustning och höja prestandan? Kolla in möjligheterna med uppgradering eller retrofit av mätinstrument. Söker du kapacitet för avancerad ytskanning med hög densitet? KSCAN X avancerad 3D-skanning är ett kraftfullt alternativ för komplexa geometrier. För storskalig dimensionskontroll av konstruktioner och jiggar erbjuder vi lasertracker för industrin med spårbar noggrannhet. Kontakta oss så hjälper vi dig att matcha rätt lösning mot ditt faktiska produktionsbehov.
Vanliga frågor om mätinstrument inom industrin
Vilka är de vanligaste typerna av mätinstrument i industrin?
De vanligaste typerna är koordinatmätmaskiner (CMM), 3D-skanners, skjutmått och mikrometrar, där valet styrs av toleranskrav, geometrikomplexitet och produktionsmiljö.
Hur ofta måste industriella mätinstrument kalibreras?
Kalibreringsintervall beror på instrumenttyp och tillämpliga föreskrifter, men kalibrering och mätosäkerhet bör dokumenteras löpande och intervallen baseras på riskanalys och användningsfrekvens, vanligen på årsbasis.
Vad innebär spårbarhet i mätdata?
Spårbarhet betyder att mätvärden via obruten kedja kan kopplas till erkända nationella normaler. Enligt Swedacs policy är detta en grundförutsättning för trovärdig konformitetsverifiering och jämförbara mätresultat.
Vad händer om föreskrifter för mitt mätinstrument ändras?
Du måste omgående säkerställa att rutiner, kalibreringsprocesser och dokumentation uppfyller de nya kraven. Äldre föreskrifter kan ha ersatts och är då ogiltiga, vilket kan påverka godkännande vid revision.
Hur säkerställer jag datakvalitet när flera typer av mätinstrument används?
Implementera ett standardiserat arbetsflöde med enhetlig kalibreringsstatus, tydlig dokumentationsstruktur och regelbundna jämförande verifieringar. Inspektionsprocesser som inkluderar conformance verification och traceability är fundamentet för konsekvent datakvalitet oavsett instrumenttyp.
Rekommendation




















Kommentarer