Så förbättrar 3D-skanning kvaliteten i valsningsprocesser
- 28 apr.
- 8 min läsning

TL;DR:
Traditionella mätmetoder missar ofta subtila deformationer i valsade komponenter.
3D-skanning ger en fullständig geometrisk bild som identifierar dolda fel och deformiteter.
Integrerad skanning i produktionslinjen förbättrar kvalitet, minskar spill och möjliggör proaktiv processstyrning.
Många produktions- och kvalitetsledare litar fortfarande på traditionella mätmetoder när de kontrollerar valsade och bockade komponenter. Problemet är att dessa metoder ofta missar subtila deformiteter som byggs upp gradvis under formningsprocessen. Dolda avvikelser i kantzoner, ovalitetsfel eller spänningsrelaterade deformationer kan passera oupptäckta ända tills produkten når slutkunden eller skapar problem längre ner i produktionskedjan. Hybridsystem med scanning och probing är särskilt effektiva för att fånga just den typen av komplexa deformationer. Den här artikeln visar dig exakt hur 3D-skanning löser dessa utmaningar i praktiken.
Innehållsförteckning
Viktiga Insikter
Punkt | Detaljer |
Välvd sensor minskar fel | Genom att använda välvd sensor minskar du kantförvrängning med cirka 4,7 procent jämfört med plan sensor. |
3D-skanning ger tidig felupptäckt | Avvikelser upptäcks snabbare, vilket minskar spill och höjer kvalitetskontrollen. |
Hybridlösningar rekommenderas | Att kombinera scanning och probing ökar chanserna att hitta deformerade detaljer i valsningsprocesser. |
Integration i produktionen är möjlig | 3D-skanningssystem kan kopplas mot moderna automationslinor i svensk industri. |
Vad innebär 3D-skanning i valsningsprocesser?
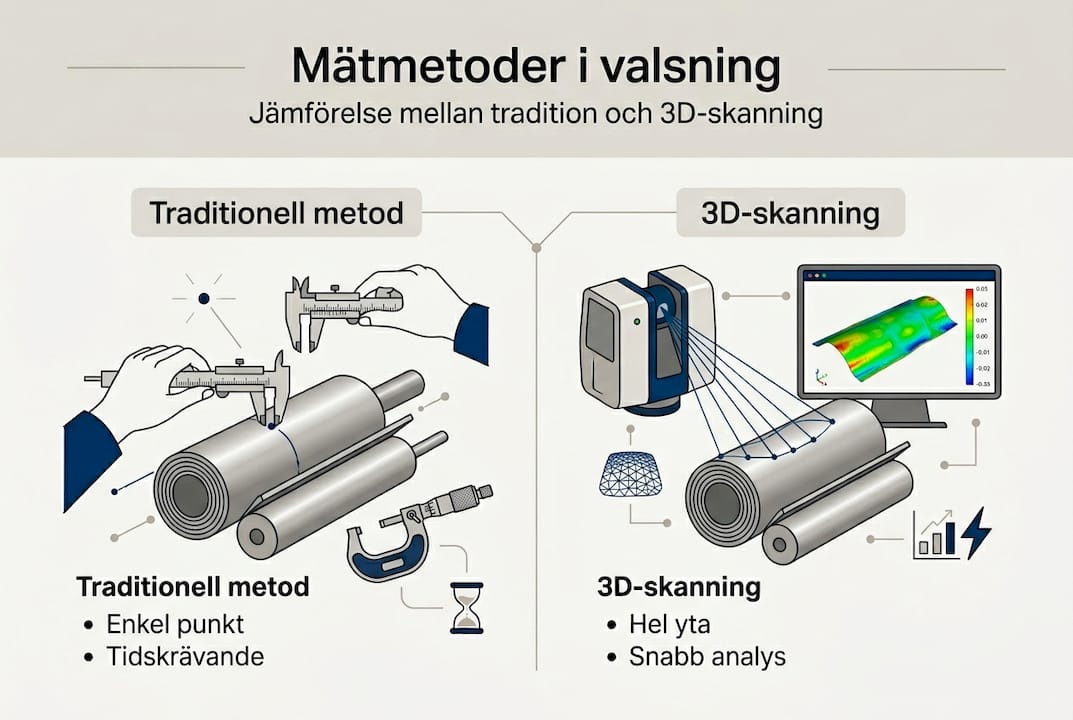
3D-skanning är en teknik som mäter fysiska objekts ytgeometri med hög precision och samlar resultaten som ett digitalt punktmoln. I en valsningsprocess handlar det om att kontinuerligt eller periodiskt fånga formen på rörformade, böjda eller rundade profiler för att säkerställa att slutprodukten håller toleranserna. Till skillnad från enkel manuell mätning med skjutmått eller måttband ger 3D-skanning ett fullständigt geometriskt fingeravtryck av hela komponenten.
Skillnaden mot traditionella metoder är tydlig. Konventionella verktyg mäter enstaka punkter eller avsnitt, vilket innebär att avvikelser mellan mätpunkterna förblir osynliga. 3D-skanning täcker ytor, kanter och övergångar systematiskt, vilket gör det möjligt att identifiera fel som annars skulle kräva destruktiv provning eller slumpvisa stickprov.
Valsnings- och bockningsprocesser är bland de svåraste att övervaka exakt. Materialet påverkas av springback, termisk expansion och inhomogen materialstruktur, vilket innebär att avvikelserna inte alltid syns direkt på utsidan. En bockad stålprofil kan se korrekt ut vid snabb inspektion men ha en intern spänningsfördelning som leder till formförändringar efter avlastning.
De vanligaste industriella utmaningarna vid valsning inkluderar:
Mätosäkerhet vid kontakt med ojämna eller skrovliga ytor
Kantförvrängning där sensorns upplösning försämras i övergångszoner
Dolda deformiteter som uppstår under formning men inte syns i profilen
Svårtillgängliga mätzoner längs långa rörprofiler eller komplexa sektioner
Tidsbrist i produktionslinjen som begränsar hur noggrann mätningen kan vara
“Hybrid systems som kombinerar scanning med probing presterar bäst vid detektering av deformationer från valsning och bockning. Tekniken fångar vad varken scanning eller probing ensam klarar av.”
3D-mätningens principer är viktiga att förstå innan du väljer system. Rätt systemarkitektur är avgörande för att möta kraven i din specifika process.
Proffstips: Välj alltid ett system där laserskanning och probe kan kombineras. Scanning ger snabb ytöversikt, men probing ger hög noggrannhet på kritiska detaljpunkter. Tillsammans täcker de varandra blinda fläckar i valsningsapplikationer.
Teknologin har mognat snabbt. Moderna system klarar av att hantera reflekterande metallytor, smuts och vibrationer i produktionsmiljö, vilket tidigare var stora hinder för inline-mätning av valsade produkter.
Nyckeltekniker och sensortyper för att hitta fel i valsade produkter
Nu när grundförståelsen är på plats går vi vidare till konkreta tekniska lösningar. Det finns flera sensortekniker att välja mellan, och valet påverkar direkt hur väl du kan hitta fel i valsade material.
Laserskannrar projicerar en laserlinje eller ett lasermönster på ytan och beräknar geometrin utifrån hur ljuset reflekteras. De är snabba och icke-kontakterande, vilket gör dem idealiska för löpande band och känsliga ytor. Vitljussensorer (strukturerat ljus) projicerar randmönster och används ofta för extremt detaljerade ytanalyser. Probes är mekaniska kontaktsensorer som samlar enstaka punktdata med mycket hög noggrannhet, men är långsammare per mätpunkt.
En avgörande teknisk parameter vid mätning av valsade produkter är sensorns form. Välvda sensorer följer objektets kurvatur bättre och ger 4,68 % lägre kantförvrängning jämfört med plana sensorer. Det låter kanske litet, men i toleranskritiska sammanhang kan 4,68 % skillnad i kantmätning avgöra om en komponent godkänns eller kasseras.

Sensortyp | Hastighet | Noggrannhet | Lämplighet för valsning |
Laserskanner (linjär) | Hög | Medel till hög | Mycket god |
Strukturerat ljus | Medel | Mycket hög | God för komplexa profiler |
Kontaktprobe | Låg | Extremt hög | Komplement för detaljer |
Välvd sensor | Hög | Hög vid kanter | Utmärkt |
Plan sensor | Hög | Medel vid kanter | Godtagbar |
Vanliga problem uppstår när fel sensortyp väljs för applikationen. En plan sensor på en starkt krökt rörprofil ger systematiska kantfel som kumuleras längs hela mätsekvensen. Det är en av de vanligaste orsakerna till att mätresultat inte stämmer överens med faktisk produktionskvalitet.
TrackScan P42-systemet är ett exempel på en lösning som kombinerar flexibilitet och precision för just dessa miljöer. Med stöd för dynamisk spårning kan det hantera större arbetsdetaljer utan att tappa spatiell referens.
Så här implementerar du ett 3D-skanningssystem för valsade produkter på ett felsäkert sätt:
Kartlägg kraven med avseende på toleranser, materialtyp och produktionstakt innan du väljer sensor.
Välj rätt sensorgeometri baserat på objektets kurvatur, särskilt för kanter och övergångszoner.
Kalibrera systemet mot referensstandard under faktiska produktionsförhållanden.
Definiera mätsekvensen och säkerställ att alla kritiska zoner täcks systematiskt.
Validera utdata mot manuella referensmätningar under driftsättning för att bekräfta att systemet levererar rätt data.
Utbilda operatörerna i tolkning av skanningsdata och hur avvikelser ska hanteras.
Rätt implementation från start sparar både tid och pengar. Att välja sensor utan att kartlägga processen ordentligt är den vanligaste fallgropen, och den kan leda till att ett kostsamt system presterar sämre än förväntat.
Så integreras 3D-skanning i den automatiserade produktionslinjen
När rätt teknik valts måste den också fungera sömlöst i produktionsmiljön. Integration av 3D-skanning i en befintlig eller ny produktionslinje kräver genomtänkta beslut om var mätningen ska ske och hur data ska flöda vidare.
Det finns tre huvudmodeller för integration:
Inline-skanning sker direkt i produktionsflödet utan att produkten stannar. Det ger realtidsdata men ställer höga krav på systemets robusthet och hastighet.
At-line-skanning innebär att produkten kortvarigt lämnar linjen för mätning, sedan återgår. Det ger bättre mätnoggrannhet men något längre cykeltid.
Offline-skanning utförs i mätrum eller separat station, ofta på slumpvis utvalda delar. Det ger allra högst noggrannhet men lägre täckning och sämre realtidsstyrning.
Integrationsmodell | Realtidsdata | Noggrannhet | Påverkan på produktion |
Inline | Ja | Medel | Minimal |
At-line | Delvis | Hög | Liten |
Offline | Nej | Mycket hög | Ingen |
Dataflödet är minst lika viktigt som själva skannerutrustningen. Rådata från 3D-skanning behöver processas och analyseras för att skapa meningsfull information. Moderna system exporterar data i standardformat som kan kommunicera direkt med MES, ERP eller SPC-system. Det möjliggör att avvikelser kan trigga automatiska larm eller styrsignaler till produktionsutrustningen.
De fördelar med automatiserad produktion som uppnås när skanningsdata kopplas direkt till processparametrar är betydande. Systemet kan identifiera tendenser och larmera innan toleransgränsen faktiskt överskrids, vilket är en avgörande skillnad mot reaktiv kvalitetskontroll.
Hybridsystem med scanning och probing fungerar särskilt väl i automatiserade produktionslinjer eftersom de kan hantera variation i geometri utan manuell omprogrammering.
Typiska fallgropar vid integration inkluderar:
Otillräcklig bandbredd för dataöverföring, vilket skapar flaskhalsar i realtidsanalys
Bristande synkronisering mellan skanner och produktionssystem
Dålig belysningsstabilitet vid inline-mätning som påverkar lasersensorns noggrannhet
Avsaknad av backup-rutiner när systemet behöver kalibreras om eller underhållas
Att optimera arbetsflödet kring skanningsprocessen handlar inte bara om tekniken utan om hela kedjan från insamling till beslut. Fördelarna med 3D-skanning realiseras fullt ut först när dataflödet är strukturerat och korrekt kopplat till processförbättring.
Proffstips: Bygg datamodellen efter processens faktiska krav, inte efter vad systemet maximalt kan leverera. Överflödig data som inte analyseras skapar brus och ökar risken att kritisk information förbises. Bestäm i förväg vilka mätvariabler som ska styra produktionen och fokusera systemet på dem.
Mätteknikens roll i en modern produktionslinje är att vara en aktiv del av processförbättringen, inte en passiv kontrollfunktion i slutet av kedjan.
Resultat och mervärde: Så påverkar 3D-skanning kvalitet och kostnader
Slutligen, vad får du faktiskt ut av investeringen? Det är en legitim fråga och svaret är konkret.
Den mest direkta effekten av 3D-skanning i valsningsprocesser är tidig felupptäckt. När ett avvikelsemönster identifieras tidigt i produktionscykeln kan justeringar göras innan ett helt produktionsparti kasseras. Det minskar skrotkostnader väsentligt. I processer med dyra råmaterial, som höghållfasthetslegerade stål eller speciallegeringar, kan detta ensamt motivera investeringen inom tolv månader.
“Med systematisk skanningsdata kan vi se tendenser som vi aldrig såg med stickprovsmätning. Processen har blivit förutsägbar istället för reaktiv.”
Konkreta kvalitets- och kostnadsvinster som uppnås vid smart integration:
Minskat spill genom att fel identifieras tidigt i produktionsflödet och inte sent i processen
Kortare ledtider för produkter som annars behövt granskas manuellt
Bättre spårbarhet eftersom varje komponent får ett digitalt mätprotokoll
Underlag för processoptimering baserat på statistik från hundratals eller tusentals skanningar
Reducerade reklamationskostnader när fler defekta detaljer stoppas innan leverans
Data från exakt mätresultat ger dessutom underlag för statistisk processkontroll. Istället för att reagera på enstaka fel kan du analysera fördelningar och förstå var i processen variationen uppstår.
Hybridsystem för valsningsinspektion visar i praktiken att kombinationen av scanning och probing ger en feldetekteringsförmåga som varken metoden ensam kan uppnå. Det är särskilt viktigt vid komplexa geometrier där ett enda mätprincip alltid har blinda fläckar.
Långsiktigt är det insamlade dataunderlaget minst lika värdefullt som den omedelbara feldetekteringen. Över tid skapar du statistiska baslinjer för varje produkttyp och kan jämföra produktionsprestanda över kvartal och år. Det möjliggör målinriktade investeringar i underhåll och processförbättring, snarare än reaktiva brandkårsinsatser.
I svensk tillverkningsindustri ser vi ett tydligt mönster: de producenter som integrerar mätdata systematiskt i sitt förbättringsarbete uppnår kortare och kortare cykler för processoptimering. Det handlar inte om att ha det senaste systemet, utan om att använda mätdata intelligent och konsekvent.
Varför 3D-skanning kräver rätt strategi för långsiktigt resultat
Här kommer den obehagliga sanningen som sällan sägs högt: att installera ett avancerat 3D-skanningssystem utan att förändra arbetssättet runt det ger sällan bestående effekt. Vi ser det gång på gång. Tekniken är på plats, hårdvaran fungerar, men processerna och beslutsvägarna runt systemet är oförändrade.
Automationsoptimism är en verklig risk. Det är lätt att tro att ett system som samlar data automatiskt också skapar förbättring automatiskt. Det gör det inte. Data måste tolkas, prioriteras och omsättas i konkreta åtgärder av kompetenta personer som förstår processen.
Operatörerna är nyckeln. De som arbetar närmast produktionen ser samband och nyanser som aldrig syns i en dashboard. Om operatörerna inte involveras i hur mätdata används och tolkas går ovärderlig erfarenhet förlorad. Förbättringsarbetet måste kombinera systemets precision med operatörernas processförståelse.
Skanningsarmar i industrin är ett tydligt exempel på teknik som kräver en genomtänkt arbetsprocess för att ge full effekt. Tekniken i sig är inte svaret. Kombinationen av rätt teknik, rätt utbildning och löpande utvärdering av både data och arbetsflöde är vad som verkligen skapar förändring.
Kontinuerlig utvärdering är inte ett projekt som avslutas vid driftsättning. Det är en pågående disciplin.
Nå nästa nivå med avancerad 3D-skanning
Är du redo att ta nästa steg mot exaktare kvalitetskontroll i din valsningsprocess? Vi på LK Scandinavia AB hjälper produktions- och kvalitetsledare att analysera nuläge, identifiera rätt lösning och implementera system som verkligen levererar resultat.

Oavsett om du söker en uppgradering av ditt befintliga mätsystem, utvärderar KSCAN X för dina specifika applikationer eller vill veta mer om våra lasertracker-lösningar för storskalig inspektion, finns vi tillgängliga för en förutsättningslös teknisk diskussion. Kontakta oss för att boka en genomgång av dina mätutmaningar och se hur rätt system kan förändra din produktionskvalitet.
Vanliga frågor om 3D-skanning i valsningsprocesser
Hur snabbt kan 3D-skanning identifiera defekter vid valsning?
Moderna system hittar deformationer i realtid eller inom några sekunder efter skanningen, och hybridsystem med scanning och probing är särskilt snabba vid komplexa valsningsgeometrier.
Vad är skillnaden mellan laserskanner och probe?
En laserskanner mäter utan kontakt över ytor och ger snabb täckning, medan en probe samlar punktdata mekaniskt med extremt hög noggrannhet för särskilt toleranskritiska detaljer. Kombinationen av båda ger bäst resultat vid valsning.
Hur stor förbättring ger välvd sensor vid mätning av kanter?
Välvd sensor reducerar kantförvrängning med cirka 4,68 procent jämfört med plan sensor, vilket kan vara avgörande i toleranskritiska valsningsapplikationer.
Går det att koppla 3D-skanning till befintligt automationssystem?
Ja, de flesta moderna system kan integreras via standardiserade gränssnitt och protokoll, och hybridsystem är konstruerade för att kommunicera med MES, ERP och SPC-miljöer utan omfattande anpassningar.
Rekommendation




















Kommentarer